



8000 LPH Industrial RO System
13 products sold in last 9 hours
Selling fast! Over 9 people have in their cart
24 people are viewing this right now
- Estimated Delivery : Up to 4 business days
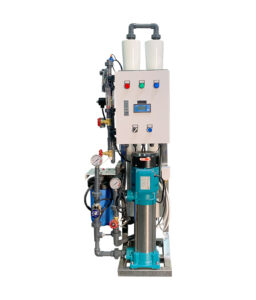
8000 LPH Industrial RO System – High-Capacity Reverse Osmosis Water Purification
The 8000 LPH Industrial RO System delivers large volumes of purified water efficiently. Industries that need consistent water quality, such as food processing plants, bottling facilities, and large-scale water treatment operations, benefit from this industrial RO system. For any water source except municipal water, you must conduct a water analysis before installation to ensure optimal performance and membrane longevity.
Key Features of the 8000 LPH Industrial RO System
- High-Capacity Production: The system produces up to 8000 liters of clean water every hour, fulfilling industrial water demands.
- Advanced Reverse Osmosis Technology: It removes dissolved salts, particles, and other contaminants effectively.
- Durable Construction: Built with corrosion-resistant materials, the system withstands continuous industrial use.
- Energy-Efficient Operation: The design optimizes energy consumption while maintaining top performance.
- User-Friendly Control: Operators can monitor water quality and system pressure with built-in gauges and TDS meters.
Technical Specifications
- Membranes: 4040 × 4
- Membrane Housing: 4040 × 4
- Flow Meters: Permeate, concentrate, backflow
- Pressure Gauges: Feedwater, pump, and concentrate
- Water Quality Indicator: TDS meter with LCD display
- Electrical Controls: Micro-computer control, overload protection, LED indicators
- Frame: Electro-polished stainless steel 304
- Solenoids: 220V, compatible with water temperature -5~80°C and 0~10 Bar pressure
- Pump: SHIMGE PLD2-11, 1.8kW (2.4HP), suction height 7m, inlet/outlet 1″, 230V/50Hz | 11.3A
- Feed Water Parameters: Turbidity <5 SD, TDS <2000 ppm, pH 3-11, Iron <0.01 ppm, Free chlorine 0 ppm, Temperature 5–40°C
This industrial RO system guarantees reliable, high-quality water for demanding applications. Proper water analysis ensures your system runs efficiently and protects the membranes from scaling or fouling.
Applications
This system is particularly beneficial for:
- Food and Beverage Industry: Ensures a consistent supply of purified water for production processes.
- Bottling Plants: Provides large volumes of purified water for bottling operations.
- Large-Scale Water Treatment Facilities: Meets the high water purification demands of municipal or industrial water treatment plants.
Installation and Maintenance Tips
- Installation: Ensure the system is installed by qualified personnel to guarantee proper setup and operation.
- Maintenance: Regular maintenance is essential to keep the system running efficiently. This includes routine checks, cleaning, and timely replacement of filters and membranes.
- Monitoring: Implement a monitoring system to track performance metrics and detect any issues promptly.
Return And Refund Policy
INSTORE EXCHANGES AND REFUNDS
Related products
-


4500GPD RO System(Chinese)
R55 200 -

-

2000 LPH RO System
R129 030 -

3000 LPH RO System
R151 800 -

4000GPD RO System (Chinese)
R34 500 -
4000GPD RO System (FRP)
R41 400






 2000 GPD RO System
2000 GPD RO System 









